Технологический процесс производства монолитных листов из пластмасс
- Производство листов из пластмасс мощностью _____ тонн в год.
Технологический процесс производства монолитных листов из пластмасс
- Размеры листа:
ширина до _____ мм; длина от ____мм; толщина от ___ до ____мм. Количество слоев от одного до _____.
- Используемый материал –
Гранулы: поликарбоната, полистирола, АБС – пластика, ПЕ, ПП, …… Материал поставляется в мешках массой 25 кг, в октабинах массой до 1 т и мешках биг-бег весом до 1 т.
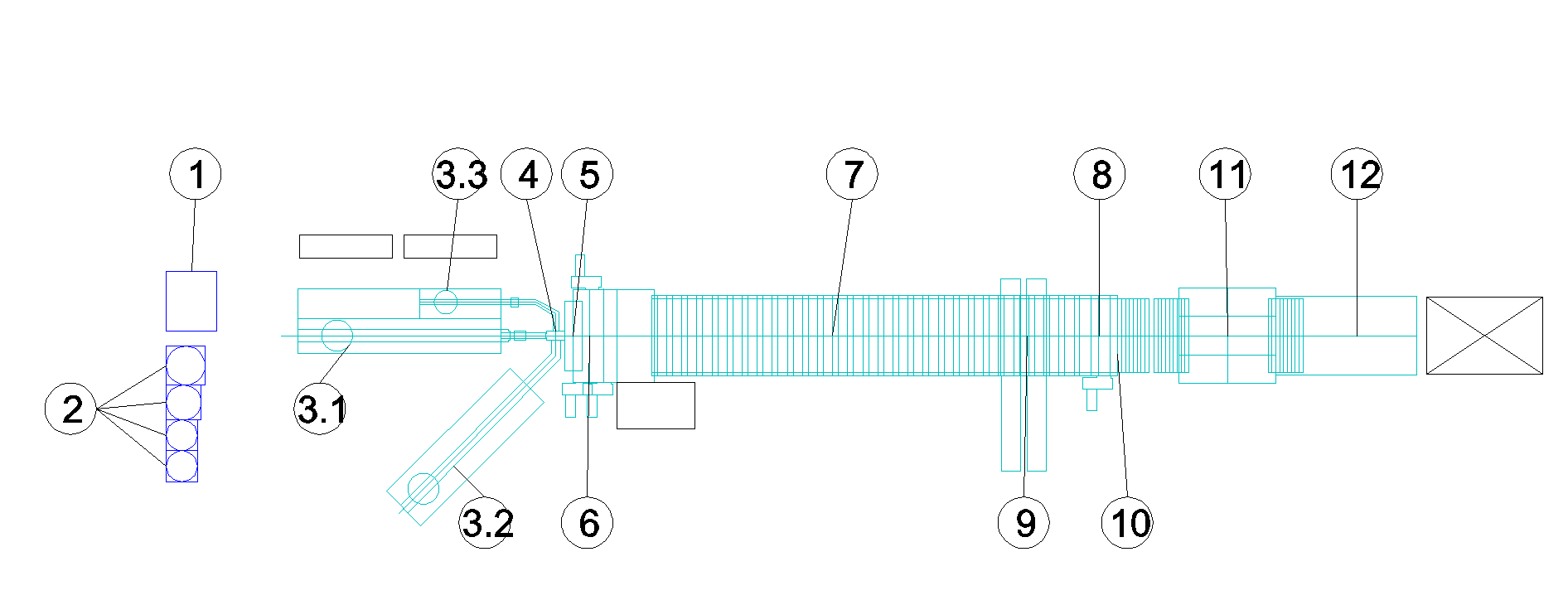
- Оборудование основное (схема №1).
Производство однослойным листов осуществляется методов экструзии, а в случае многослойных листов методом со-экструзии из гранулированных материалов через плоскощелевую головку на экструзионной линии по производству листов из пластмасс.
В состав технологической линии входят:
— станция подготовки горячего воздуха (п.1);
— сушилки (п.2);
— экструдера (п.3);
— фид-блок (адаптер) (п.4);
— экструзионная плоскощелевая головка (п.5);
— установка вальцев (3 шт.) каландр (п.6);
— конвейер роликового типа (п.7);
— тянущее устройство (п.8);
— узел ламинирования (п.9);
— устройство обрезки кромок листов (п.10);
— пила поперечного резания (п.11);
— транспортирующий стол (п.12);
- Оборудование вспомогательное.
— Оборотный цикл водоснабжения производства.
— Компрессорная.
— Кран электрический одно балочный подвесной 1 шт.
— Погрузчик.
- Процесс производства многослойных листов методом со-экструзии.
В общем, виде технологический процесс со-экструзии состоит из следующих звеньев:
— транспортировки материалов (полимеров) пневмотранспортом на сушку;
— сушка;
— со-экструзия материалов на 2(3) экструдерах;
— выдавливание заготовок через плоскощелевую головку;
— калибровки и предварительного охлаждения на каландре;
— ламинирования;
— обрезки продольных кромок;
— поперечной резки листов;
— накопления готовых листов на приемном столе;
— упаковка;
— взвешивания;
— маркировки;
— транспортировки готовой продукции на место временного хранения.
Для производства многослойных листов используется линия из 3 (3.1., 3.2., 3.3.) экструдеров. Материалы при помощи пневмотранспорта подаются в загрузочные бункера экструдеров (п. 3). Через загрузочные воронки экструдеров материал попадает внутрь материальных циклов экструдеров, где происходит его транспортировка, плавление, гомогенизация.
Формирование многослойного листа методом соэкструзии осуществляется образом:
а) коренной слой подается из экструдера основного экструдера;
б) слои нанесения подаются вспомогательными экструдерами через, соответственно свои системы фильтров на фитблок (адаптер) (п. 4), где происходит наложения слоев (возможно максимум 5 и с помощью которого возможно регулировать толщину и расположения слоев. Затем расплав подается в плоскощелевую головку (п. 5), после на каландр (п.6).
в) На трех валках каландра (п. 6) осуществляется формирование ширины, толщины, а также предварительное охлаждения листовой заготовки.
г) Проходя через роликовый конвейер (п. 7) листовая заготовка окончательно формуется.
д) Ход листовой заготовки осуществляется двумя двухвалковыми тянущими устройствами (п.9) с гуммированными валами.
Перед тянущими валами подается защитная пленка с обеих сторон или с одной в зависимости от вида выпускаемого листа (п. 8).
После обрезки кромок и поперечного разреза на распиловочных столах (п. 10, 11) лист является окончательно формированным, транспортируется на транспортировочном столе (п. 12), после чего укладывается в пачки на деревянном поддоне.
- Упаковка пакетов листов.
После укладывания поддон с пачкой листов окончательно упаковывается, взвешивается, маркируется, сопровождается ярлыком.
Устанавливается следующий оттаренный поддон, укладывается пленка для упаковки листов.
- Временное хранение.
Поддоны с пачками листов устанавливаются погрузчиком грузоподъёмностью 3,5-5 т штабелем не более 5 шт. на участке временного складирования в цехе.
- Переработки отходов.
Обрезки листа, а также отбракованный лист после взвешивания, с сопроводительным ярлыком погрузчиком 3,5-5 т перевозятся на участок дробления отходов где сортируются, измельчаются, упаковываются в октабины, снабжаются сопроводительным ярлыком и погрузчиком транспортируется в цех для грануляции на экструзионной линии по гранулированию пластмасс, после чего гранулируются упаковываются в октабины, снабжаются сопроводительным ярлыком. Затем поступают в производство листов для повторной переработки (полный рециклинг материала).