Технологический процесс стренгового гранулирования пластмасс
- Грануляция пластмасс на стренговом грануляторе мощностью 1000 тонн в год.
- Используемый материал –
Измельчённый: пластмасс фракция до 12 мм. поставляется в октабинах массой до 1 т и мешках биг бег весом до 1 т.
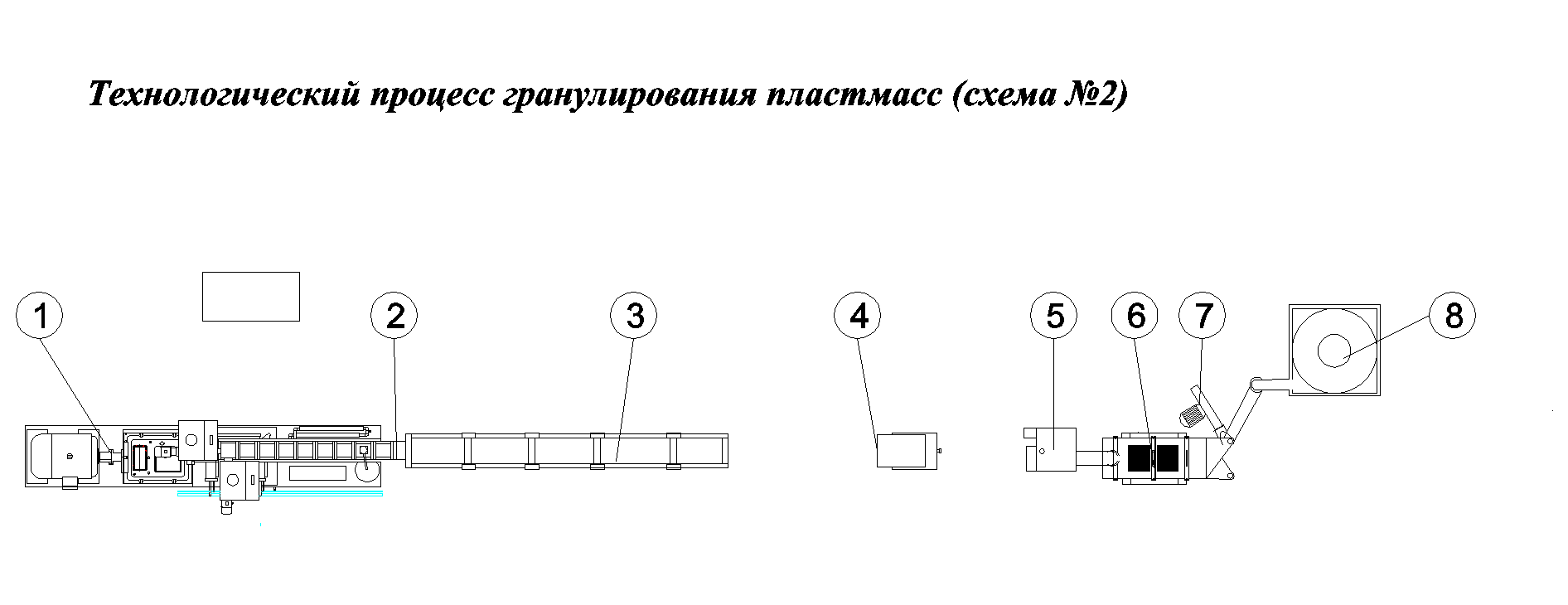
- Оборудование основное (схема №2).
Грануляция пластмасс осуществляется методом экструзии из измельчённых материалов через стренговую головку на экструзионной линии по гранулированию пластмасс
В состав технологической линии входят:
— экструдер (п.1);
— стренговая головка (п.2);
— ванна охлаждения (п.3);
— узел обдува (п.4);
— стренговый нож (п.5);
— вибросито (п.6);
— воздухо напорная установка (п.7);
— накопительный бункер (п.8);
- Оборудование вспомогательное.
— Оборотный цикл водоснабжения производства.
— Компрессорная.
— Кран электрический однобалочный подвесной 1 шт.
— Погрузчик.
- Процесс гранулирования пластмасс.
В общем, виде технологический процесс состоит из следующих звеньев:
— транспортировки измельчённых материалов (полимеров) пневмотранспортом в экструдер ;
— экструзия материалов на экструдере;
— выдавливание стренг через стренговую головку;
— охлаждение стренг в ванне охлаждения;
— обдув стренг;
— порезка стренг на гранулы;
— сортировка гранул на вибросите;
— транспортировка гранул под напором воздуха в накопительный бункер;
— упаковка;
— взвешивания;
— маркировки;
— транспортировки гранул на место временного хранения.
Для грануляции пластмасс используется линия из экструдера (п. 1.). Материалы при помощи пневмотранспорта подаются в загрузочный бункер экструдера (п. 1). Через загрузочные воронки экструдеров материал попадает внутрь материальных циклов экструдеров, где происходит его транспортировка, плавление, гомогенизация.
Формирование гранул методом экструзии осуществляется следующим образом:
а) расплав пластмасса подаётся экструдером через, систему в стренговую головку (п. 2), после в охлаждающую ванну (п.3).
В охлаждающей ванне (п. 3) осуществляется формирование стренги, толщины, а также охлаждения стренги.
б) Проходя через узел обдува (п. 4) стренга высушивается.
в) Ход стренги осуществляется стренговым ножом (п.5) который осуществляет вытягивание стренги, а также её резку на гранулы.
После резки стренги на стренговом ноже (п. 5) гранулат является окончательно сформированной, и просеивается через вибро сито (п. 6). Далее по средством воздухо напорной установки (п. 7) гранулы транспортируются в накопительный бункер (п. 8).
По мере заполнения бункра гранулы ссыпаются в октабины и мешки биг бег.
- Упаковка гранулята.
После заполнения октабинов или мешков биг бегов гранулами материал окончательно упаковывается, взвешивается, маркируется, сопровождается ярлыком.
Устанавливается следующий октабин или мешок биг бег.
- Временное хранение.
Октабины или мешки биг бег устанавливаются роклой грузоподъёмностью 1,5-2 т на участке временного складирования в цехе (п. 9).
- Переработки отходов.
Обрезки стренги, а также отсеявшиеся на вибро-сите гранулы периодически, вручную подаются в загрузочный бункер экструдера (п. 1) для повторного гранулирования (полный рециклинг материала).