Обслуживание экструзионной головки для сотового листа
Во время фазы нагрева экструзионной головки , которая может быть более длительной, материал находящийся внутри фильеры, имеет тенденцию к закупорке выходные отверстия каждой перегородки. Кроме того, некоторые материалы, как правило, окисляются в присутствии кислорода, в результате чего образуются полу твердые или твердые отложения и в зазоре между губками, пуансонами и вертикальных срезах пуансона экструзионной головки.
-

- Деформация камер
-

- Деформация стенок
-
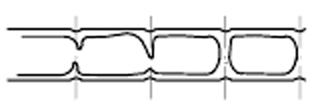
- Отсутствие перегородок
Поэтому, прежде чем производить запуск экструзионной линии, необходимо внимательно чистить головки. При использовании медных или алюминиевых шпателей, удалите размягчённый материал. С помощью латуни или мягкой бронзовой фольги прочистите зазор между губками и пуансоном, также и в разрезах пуансона. С помощью латунной (или другого мягкого материала) проволоки соответствующего диаметра, очистите отверстия подачи воздуха в камеры профиля, одно за другим.
Эти операции по очистке имеют основополагающее значение для того, чтобы иметь возможность запустить экструзионную линию, не испытывая проблем, вызванных малыми толщинами стенок, отсутствия ребер, закупоренных камер сотового листа.
Мы рекомендуем проводить указанные операции с максимальной осторожностью, всегда с использованием мягких материалов, таких как медь, алюминий, латунь, для того, чтобы избежать повреждения пуансона или губок. В конце операции по очистке, мы рекомендуем опрыскивание смазкой кремне органической (силикон) для пластмассовых материалов, согласно температуре переработки, переднюю поверхность экструзионной головки.